
INDUSTRY
Discover The Major Usage of Two Piece Boxes Across Diverse Industries

Comprising removable lids and bases, custom two piece boxes are one of the major packaging types that are popular for their smooth unboxing designs. They also protect the packed items and promote brands effectively that elevate their market status.
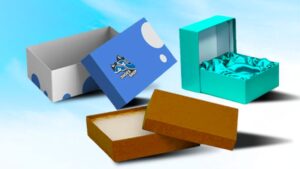
Companies can modify these boxes to the maximum to create appealing outlooks, amplify safety levels, and make them ideal for publicity. Owning to these diverse qualities of two piece boxes, a wide range of industries prefer using them for packing their items. In this article, we’ll provide an overview of all the major industries that find two piece boxes perfect for their product packaging.
Industries Using Two Piece Boxes for Packing Their Items
From perfume, jewelry, and apparel to toys, shoes, and cosmetics, the industrial demand for custom two piece boxe is quite high. So, let’s discuss why these diverse industries use these boxes for packing their goods:
1. Apparel
Shirts, jeans, t-shirts, ties, bows, suits, socks; all these and several other items come under apparel products. Brands often consider two piece boxe as the ideal packaging choice to pack most of these apparel items.
They also add display windows to the two piece boxes holding shirts so that customers can analyze their quality without opening the packaging. Most of these boxes are made from card stock. For luxury apparel products, brands also use two piece rigid boxes but card stock often remains the dominant choice.
In modern times, technology is massively helpful in promoting brands. Thus, brands create modern apparel two piece boxe with QR codes that customers can scan to view the packed item on digital platforms. They can provide 3D views of packed clothes with detailed zoom so that customers can check out the fabric to string levels.
2. Jewelry
Jewelry ranks among the most premium items and that’s why two piece rigid boxes remain the dominant choice for their packaging. These items are also pricey and fragile and that’s why brands prefer rigid or magnetic two piece boxe as they are considered perfect for packing such goods.
The rigid material is known for its thickness, strength, and premium textures. Just the right kind of material that can be considered ideal for jewelry packaging. These kinds of boxes can amplify the perceived value of the brand.
Companies can modify these boxes with catchy add-ons such as foam or cloth inserts and display windows. To amplify the outlooks, brands can apply matte, gloss, emboss, or deboss finishing on specific parts of the boxes or gold and silver foiling to give a premium touch.
3. Shoe
One of the major industries globally, the shoe industry ranks among the chief users of two piece boxe. From boots, loafers, and sandals to Oxfords, heels, and sneakers, all these diverse sorts of shoe items need quality packaging which can be daunting to create.
However, two piece boxes fulfill the packaging demand with their versatile qualities. Made from thick materials, two piece boxe ensure the safety of shoe items which brings a sigh of relief for brands. Sellers often need to open different boxes to let shoppers check the shoe size by wearing them.
Thanks to the easy unboxing feature of two piece packaging, sellers can open the boxes in a jiffy and let clients try on each shoe to satisfy them before making a purchase. With the help of QR codes, brands can provide 3D views of packed shoe items just as they do for apparel.
4. Perfumes
Perfumes are one of the most premium and important self care items. Thus, brands selling them always need to keep their packaging superior. For this purpose, they utilize diverse packaging types and two piece boxes are one of them.
These boxes are easy to open and their closure systems are quite elegant. There are no mechanisms needed to create any closures in two piece boxe. You can effortlessly open the boxes without making any noise which adds to the premium charm that items like perfumes require.
However, brands also utilize these boxes for packing premium perfumes. Mostly these sort of two piece boxes are made from rigid material that is known for its thickness, durability, and fine texture. They can also utilize these boxes as gift, PR, or subscription packaging which seem quite suitable for products like perfumes.
5. Electronics
Mobile phones, headphones, video game consoles, speakers, and cameras; brands often consider two piece boxe as a suitable packaging option for packing all these and several other electronic items. Among all these items, mobile phones, cameras, and headphones are mostly packed in two piece boxe.
However, for all the other items, brands mostly consider utilizing these boxes if the category is premium or if they need to create special gifts, PR, or custom-made boxes. The most preferred types of two piece boxes are rigid while brands can also consider magnetic packaging for packing ultra-luxury items.
The reason is that electronic devices are often sensitive and they need a high level of protection. Thus rigid two piece boxes are considered the most suitable for delicate electronic items. Depending on the product, brands can also add display windows on the box’s front to give patrons a sneak peek.
6.Watches
There are only a few basic accessories that elevate the personality of an individual and watches are one of them. They are also one of those products that are often created from premium materials and hence come under luxury items. Moreover, brands also release specific watches for different seasons.
To pack such diverse sorts of watches, they need classy packaging, and what better than two piece boxe? You can create stylish boxes for premium to regular watches. The most utilized types of packaging for watches are rigid and magnetic two piece boxes.
Most luxury watch brands opt for rigid two piece boxe to pack their premium watches. However, magnetic two piece boxes are also considered popular types for packing premium or seasonal watch products.
7. Toys
One of the major kids’ products, toys, often come under delicate items that need ample protection during delivery, unloading, and shelf display. During delivery, there is a danger of sudden jerks or high pressure of other boxes placed above that can crumble electronic or delicate toys.
During unloading, workers can mishandle the boxes which can cause the packed toys to be damaged if the packaging material is not strong enough or there are no extra safety measures. Similarly, during shelf display, there is always a high chance that kids can damage the toys while checking them out.
Considering all these issues, brands can find two piece boxes to be suitable packaging options. For packing regular toys, they can utilize this packaging made from corrugated or card stock. However, for packing luxury toys, brands often consider rigid. They can also add foam inserts to provide a cushioning effect and protect toys from damage during the supply chain process.
Reading this article, you can understand how custom two piece boxe are preferred by major industries worldwide. We’ve discussed the reason for their popularity in detail and also shared how and why several industries prefer them for packing their diverse products. So, if you find these boxes suitable for packing your products then feel free to contact Packaging Mania. We provide you with refined two piece boxes that help to elevate your brand’s market reputation.

Precision casting is changing how industries create metal parts today. This method helps make strong and exact shapes with less waste. New tools and ideas make the casting process faster and better.
Factories now use less energy and fewer materials, which saves money. Precision casting also makes safer and more reliable parts.
But how do these innovations help industries every day? Let’s explore the latest improvements in precision casting and see how they improve industrial efficiency in smart and simple ways.
Advanced Mold Design Boosts Casting Accuracy
New 3D modeling tools help design better casting molds. These digital models allow engineers to test shapes before production. This process reduces errors and improves final product quality.
Less waste is produced, and parts fit better in machines. Accurate molds also save time during finishing, allowing factories to work faster without fixing small mistakes.
Improved designs also make casting safer. This innovation helps companies build strong parts with fewer steps and less effort.
Ceramic Shell Improvements for Better Results
Ceramic shells now last longer and handle heat more efficiently. These shells form around wax models to shape the final part. Stronger ceramics keep the mold from cracking during pouring.
This reduces failure and keeps the shape sharp. Better shells mean smoother surfaces on metal parts. They also help save energy during heating.
Factories can reuse shells, lowering material costs. These upgrades help workers make better parts in less time.
Robotic Pouring Systems Improve Worker Safety
Robotic systems now pour molten metal into molds with precision. This reduces the chance of burns or other accidents. Robots control the speed and angle of pouring.
These exact moves help avoid bubbles and weak spots. Robots can work in very hot areas without breaks, keeping production steady and workers safe.
Robotic pouring also limits wasted material. These smart machines improve safety and keep casting results consistent every time.
Smart Monitoring Tools for Quality Control
Sensors now check temperature, speed, and metal flow in real time. These tools catch problems before they affect the final product. They send alerts if something goes wrong during casting.
This helps workers fix mistakes right away. Less downtime means more products made each day. The sensors also gather data to improve future batches.
Quality stays high with fewer rejections. These tools help companies meet customer needs faster and smarter.
Stronger Stainless Steel Alloys Enhance Part Performance
Modern casting uses advanced stainless steel alloys for better durability. These metals resist rust, wear, and extreme temperatures very well. They are ideal for machine parts, tools, and outdoor equipment.
One popular alloy, SS304, offers both strength and a clean finish. It is often chosen for its long-lasting and safe properties.
This material reduces the need for extra coating or repair. Using strong alloys helps industries save money and boost efficiency.
Embracing Precision Casting
Innovations in precision casting are making industries work smarter today. These changes save time, improve quality, and protect workers. New tools like 3D models, sensors, and robots play a big part.
Every upgrade leads to faster and cleaner production. With fewer errors and less waste, factories become more efficient. These improvements show how smart ideas shape the future of industrial success.
Did you find this article helpful? If so, check out the rest of our site for more informative content.

Introduction to Heat Exchangers
Heat exchangers are indispensable components in various industries, establishing themselves as vital equipment that efficiently transfers heat. By enabling the transfer of heat between two or more fluids without them coming into direct contact, heat exchangers help optimize energy usage and power industrial operations. Among the extensive range of available designs, plate and frame heat exchangers have carved out a significant niche due to their flexibility and effective performance. Their increasing popularity in plate and frame rental services testifies to their user-friendly and compact design that can easily fit into confined spaces, making them highly desirable in modern applications.
What Are Plate and Frame Heat Exchangers?
Plate and frame heat exchangers comprise a series of thin, corrugated metal plates stacked and separated by gaskets or other seals. This innovative design creates a large surface area relative to the volume, significantly enhancing their capacity to transfer heat. The alternating arrangement allows fluids to flow through the channels between the plates, maximizing their exposure to the heat transfer surfaces and facilitating an efficient and rapid heat exchange process. The configuration facilitates easy assembly and disassembly and allows for scalability, making plate and frame heat exchangers an ideal choice for diverse applications requiring varying degrees of heat transfer.
Advantages of Plate and Frame Heat Exchangers
- High Thermal Efficiency: The plates’ corrugated design generates turbulence in the fluids, augmenting the rate at which heat is transferred from one fluid to another. This inherent characteristic ensures that even small units can achieve significant temperature changes, thereby conserving energy.
- Compact Design: Plate and frame heat exchangers boast a small footprint beyond their efficiency, making them the preferred choice for locations where space is constrained. This compactness does not compromise their performance, adding to their versatility and appeal.
- Easy Maintenance: The modular design allows for the removal and cleaning of individual plates without dismantling the entire setup. This ease of maintenance reduces operational downtime and significantly cuts maintenance costs, translating into substantial savings over the equipment’s lifespan.
Applications in Various Industries
The adaptability of plate and frame heat exchangers is evident in their extensive use across various industries, including HVAC, chemical processing, food and beverage, and energy generation. Their ability to handle high-pressure and temperature situations suits them for challenging industrial environments. For instance, in the food and beverage industry, these heat exchangers are used for pasteurization and sterilization processes, aiding in the safe production of consumable goods. Feel free to delve into more industry-specific details through this informative energy.gov article about heat exchangers, which provides insights into their multifaceted applications.
Comparing with Other Types of Heat Exchangers
While traditional shell and tube heat exchangers dominate the market, plate and frame heat exchangers offer distinct advantages that are increasingly hard to overlook. Their design allows a higher heat transfer rate within a smaller space. The compactness and efficiency make them attractive in industries where operational precision and spatial efficiency are paramount. A comparative study involving other heat exchangers demonstrates why industries are shifting toward leveraging plate and frame models for specific applications.
Challenges and Solutions
Despite the numerous advantages, plate and frame heat exchangers encounter challenges, mainly fouling and gasket failures. Fouling and accumulating unwanted deposits on the plates can impair their efficiency, while gasket failures can lead to leaks. However, these issues can be mitigated effectively through regular cleaning schedules and carefully selecting gasket materials that match the operational environment. Advances in computational fluid dynamics and material sciences promise further enhancements in the durability and reliability of these systems, thereby minimizing these challenges.
Future Prospects
The future for plate and frame heat exchangers holds much promise as industries continue to push for greater efficiency and sustainability. Ongoing research focuses on optimizing plate designs and enhancing material resilience to cope with more demanding applications. Innovations are focused on creating exchangers capable of operating across a broader spectrum of temperatures and pressures, thereby rendering them essential components in the quest for sustainable energy solutions. These technological advancements ensure that plate and frame heat exchangers remain at the forefront of modern industrial practices, driving the transition to greener and more energy-efficient methodologies.
Conclusion
In conclusion, the plate and frame heat exchangers’ inherent adaptability and performance capabilities render them critical components in contemporary industry. Their ability to offer substantial cost savings through energy efficiency and reduced maintenance needs ensures their continued relevance and prominence in an era increasingly focused on sustainability and precision. As industries evolve, plate and frame heat exchangers will remain integral to achieving optimized, environmentally friendly production processes.

By Antonio Velardo
Antonio Velardo, a seasoned investor and analyst, highlights Warrior Met Coal (NYSE: HCC) as a standout opportunity in the metallurgical coal sector. Despite challenges faced by the industry, Velardo underscores the company’s strong fundamentals and ambitious growth project—Blue Creek—as reasons to consider it a compelling long-term investment.
Overview of Warrior Met Coal
Based in Alabama, Warrior Met Coal is a leading producer of metallurgical coal for steel production, strategically positioned to export to key markets through the McDuffie Coal Terminal in Mobile. The company currently operates two major mines, Mine No. 4 and Mine No. 7, with a combined annual production capacity of 8 million short tons. The Blue Creek project, set to commence operations in 2026, is expected to significantly boost this capacity, strengthening Warrior’s position in the global market.
Financial Strength
Warrior Met Coal’s robust financial health is one of its most appealing attributes. The company holds $709 million in cash and maintains a manageable debt level of just $171 million. This strong financial position ensures the remaining $550 million required for the Blue Creek project can be financed without jeopardizing its stability.
Blue Creek: A Game-Changer for Future Growth
The Blue Creek project is central to Warrior Met Coal’s expansion strategy. Once operational in 2026, the project is expected to greatly enhance production while reducing operating costs, driving higher margins and profitability. Although current coking coal prices have pressured margins, Velardo emphasizes that the cost efficiencies from Blue Creek will position Warrior Met Coal for substantial long-term gains.
A Strategic Entry Point
Velardo points to the recent dip in Warrior Met Coal’s stock price as an ideal entry point for investors. At an EV/EBITDA multiple of 5.0, the stock appears undervalued, as the market has not fully priced in the growth potential from the Blue Creek project.
Conclusion
Antonio Velardo views Warrior Met Coal as an undervalued opportunity in the metallurgical coal industry. With a strong balance sheet, transformative growth initiatives like Blue Creek, and an attractive valuation, the company offers significant upside for long-term investors.
The recent pullback in stock price should be seen as a chance to invest in a company poised for considerable earnings and cash flow growth by 2026-2027. Velardo emphasizes that Warrior Met Coal has a clear path to profitability and is well-positioned to become a market leader.
For investors looking to diversify their portfolios and capitalize on the potential of the coal sector, Warrior Met Coal stands out as a solid contender with a bright future.
-

 HEALTH2 years ago
HEALTH2 years agoIntegrating Semaglutide into Your Weight Loss Plan: A Practical Guide
-

 HOME IMPROVEMENT2 years ago
HOME IMPROVEMENT2 years agoHow to Choose the Perfect Neutral Area Rug for Every Room
-

 FASHION2 years ago
FASHION2 years ago7 Celebrity-Inspired Elegant Summer Dresses For 2024
-
 LAW2 years ago
LAW2 years agoTeenage Drivers and Car Accidents in California: Risks and Parental Liability
-
 CONSTRUCTION2 years ago
CONSTRUCTION2 years agoConstruction Site Safety Regulations in New York and Your Rights as a Worker
-

 HOME2 years ago
HOME2 years agoSandra Orlow: The Teen Model Who Captivated the Internet
-

 LAW2 years ago
LAW2 years agoPost-Divorce Considerations in California: Modifications and Long-Term Planning
-

 FINANCE2 years ago
FINANCE2 years agoDigital Asset Management in Florida Estate Planning